







天恵の美酒 蔵から見晴らすのは、凛々しい北アルプスの山並みと稲穂が風に揺れる田圃。湿度の低い環境が病害を寄せつけない健康な米を育み、さらに昼夜の寒暖差が旨みを凝縮させます。大地を潤すのは北アルプスからの雪解け水。やわらかでいて清々しい味わいは、長年月をかけて地中をめぐったからこそ。山々が白く粧う頃には凍てつく寒さが一帯を包み、酒造りの季節の到来を知らせます。
和を以って貴しと為す 「以和為貴(和を以って貴しと為す)」とは、聖徳太子の教えであり、先の杜氏、下原多津栄大杜氏の座右の銘です。下原大杜氏は常々、杜氏の仕事は2種類あると言いました。もちろんひとつは良酒を醸すこと。そしてもうひとつが、蔵人一人ひとりを見守り、良好な関係を築くことです。「蔵人同士の関係に角が立っていれば、角のある酒になる。調和のとれた蔵人たちが造る酒は、まあるい酒になる。おら、まあるい酒がいい」。それが蔵人たちのあり方です。
手いっぱい 自然からの賜り物に感謝を捧げ、その声に耳を澄まし、尽くせる限りの人の手を尽くして酒を醸します。機械化すれば酒質は均質になり省力化が図れるかもしれません。しかし、そこからは決して突き抜けた酒はできません。なぜなら酒造りは、自然と人の力次第で無限の可能性を秘めるものづくりだからです。その無限の可能性を求め、わたしたちは手間ひまをかけるのです。











香月 ゆう和
KOUDUKI JUNMAIDAIGINJOU “YUUWA”
3世代が時代を超えて融和する。
大信州酒造では、約三十年に渡り毎年瓶貯蔵しているお酒が蔵の冷蔵庫に眠っています。先々代杜氏、故下原多津栄の醸した丸くふっくらと極上の柔ら かさを持った味わい。先代杜氏小林幸由が醸した洗練されて柔らかさと後味のキレを 併せ持った味わい。そして現世代の若い蔵人たちが醸す芳醇で力強くフレッシュで 若々しい味わい。そのお酒を1点1点きき酒し、 それぞれの味わいが響き合い、 体となって融和する特別なお酒に調合いたしました。※高額品の為、代引きは対応しておりません。あらかじめご了承下さいませ。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦orひとごこち | 同じ | 自社培養酵母 |
| 日本酒度 | アルコール度数 | ブレンド | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
|
非公開 |
16.0% | 数年~30年古酒 | 無濾過原酒 | 冷暗所 | 1回火入(生詰瓶貯蔵) |
¥110,000
商品価格 / 送料別途
- 残りわずか
- ※720㎖…12本まで1個口 1.8ℓ…6本まで1個口 地域別の配送料(北海道・東北¥900)(関東・信越¥900+¥300)(東海・北陸・近畿・中国・四国・九州¥900+¥600)(沖縄¥900+¥1,700)
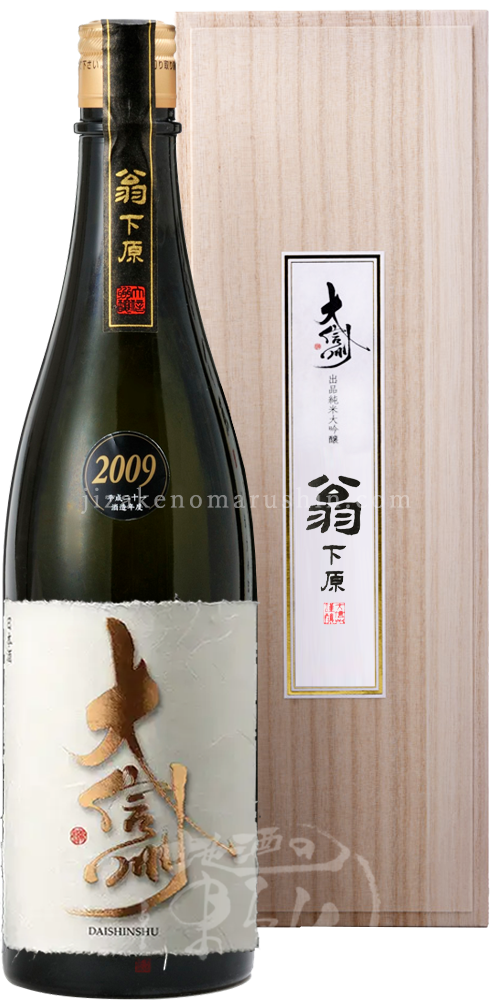
大信州 翁下原(おきなしもはら)
DAISHU JUNMAIDAIGINJOU “OKINASIMOHARA”
大信州の礎を築いた大杜氏。
日本最高齢の大杜氏「下原多津栄(しもはらたづえ)」氏の名前を冠したビンテージシリーズ「翁 下原」。16歳から91歳までの75年間、大信州酒造で酒造りに携わり、文字通り人生を酒に捧げた偉大な杜氏です。契約栽培の金紋錦を使用し味わい深く香りも高い、これぞ大信州の逸品。製造年は在庫状況によって変わりますので、お手数ですがお問合せ下さい。※お取り寄せになる場合が御座います。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦(非公開%)木島平産 | 金紋錦(49%)木島平産 | 自社培養酵母 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
| ±0.0 | 16.0% | 5~15℃ | やや甘口~中口 | 冷暗所 | 2回火入(瓶貯蔵) |
¥3,850
商品価格 / 送料別途
- 受注可能(店舗との売り違いで受注不可の場合が御座います)
- ※720㎖…12本まで1個口 1.8ℓ…6本まで1個口 地域別の配送料(北海道・東北¥900)(関東・信越¥900+¥300)(東海・北陸・近畿・中国・四国・九州¥900+¥600)(沖縄¥900+¥1,700)

香月 秘伝 純米大吟醸
KOUZUKI JUNMAIDAIGINJOU “HIDEN”
最高の金紋錦。最高の造り。
大信州契約農家と蔵元の長年の協力によって培われた無農薬有機農法により、丹精込めて育てられた金紋錦から粒選りで良いものだけを選抜し、40%精米で使用。仕込みはもちろん鑑評会出品酒同様、考える限りの手間をかけて行う。出来上がった原酒を、無濾過のまま火入れを行い瓶囲いにて熟成。
香りは華やかさもあり、穏やかな印象。じわりと広がってゆくイメージ。
瓶貯蔵による熟成のややトロリとした酒質、香りとともに広がる旨味が心地よくすっと消えてゆく余韻。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦(40%)無農薬有機農法・粒選り | 同じ | 自社培養酵母 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
| +3.0 | 16.0% | 5~15℃ | やや甘口~中口 | 冷暗所 | 2回火入(瓶貯蔵) |
¥8,250
商品価格 / 送料別途
- 受注可能(店舗との売り違いで受注不可の場合が御座います)
- ※720㎖…12本まで1個口 1.8ℓ…6本まで1個口 地域別の配送料(北海道・東北¥900)(関東・信越¥900+¥300)(東海・北陸・近畿・中国・四国・九州¥900+¥600)(沖縄¥900+¥1,700)

香月 古今
KOUZUKI JUNMAIDAIGINJOU “KOKON”
『古今』今も昔も並ぶものがない存在。
大信州契約農家と蔵元の長年の協力によって培われた無農薬有機農法により、丹精込めて育てられた金紋錦から粒選りで良いものだけを選抜し、40%精米で使用。仕込みはもちろん鑑評会出品酒同様、考える限りの手間をかけて行う。出来上がった原酒を、無濾過のまま火入れを行い瓶囲いにて熟成。
『古今』…その年に大信州酒造が造った純米大吟醸クラスの中で最優秀のものを選りすぐり中取り部分のみ瓶詰め。一年に僅かしか仕込むことができない希少な酒。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦orひとごこち(40%)無農薬有機農法・粒選り | 同じ | 自社培養酵母 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
|
非公開 |
16.0% | 5~15℃ | やや甘口 | 冷暗所 | 2回火入(生詰瓶貯蔵) |
¥22,000
商品価格 / 送料別途
- 受注可能(店舗との売り違いで受注不可の場合が御座います)
- ※720㎖…12本まで1個口 1.8ℓ…6本まで1個口 地域別の配送料(北海道・東北¥900)(関東・信越¥900+¥300)(東海・北陸・近畿・中国・四国・九州¥900+¥600)(沖縄¥900+¥1,700)
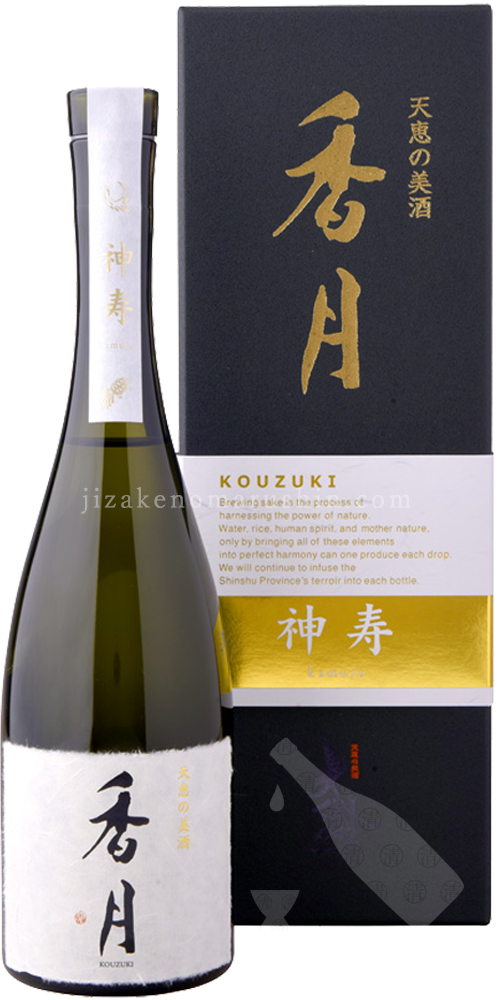
香月 神寿
KOUZUKI JUNMAIDAIGINJOU “KAMUJU”
明治、昭和、平成、令和。酒蔵として4つの時代を歩む。
大信州契約農家と蔵元の長年の協力によって培われた無農薬有機農法により、丹精込めて育てられた金紋錦から粒選りで良いものだけを選抜し、40%精米で使用。仕込みはもちろん鑑評会出品酒同様、考える限りの手間をかけて行う。出来上がった原酒を、無濾過のまま火入れを行い瓶囲いにて熟成。
『神寿』…その年に大信州酒造が造った純米大吟醸クラスの中で最優秀のものを選りすぐり中取り部分のみ瓶詰め。一年に僅かしか仕込むことができない希少な酒。特に調和が一番優れているものが神寿となる。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦orひとごこち(40%)無農薬有機農法・粒選り | 同じ | 自社培養酵母 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
|
非公開 |
16.0% | 10~15℃ | やや甘口 | 冷暗所 | 2回火入(生詰瓶貯蔵) |
¥33,000
商品価格 / 送料別途
- 受注可能(店舗との売り違いで受注不可の場合が御座います)
- ※720㎖…12本まで1個口 1.8ℓ…6本まで1個口 地域別の配送料(北海道・東北¥900)(関東・信越¥900+¥300)(東海・北陸・近畿・中国・四国・九州¥900+¥600)(沖縄¥900+¥1,700)

香月 至極
KOUZUKI JUNMAIDAIGINJOU “SHIGOKU”
『至極』この上ない存在。
大信州契約農家と蔵元の長年の協力によって培われた無農薬有機農法により、丹精込めて育てられた金紋錦から粒選りで良いものだけを選抜し、40%精米で使用。仕込みはもちろん鑑評会出品酒同様、考える限りの手間をかけて行う。出来上がった原酒を、無濾過のまま火入れを行い瓶囲いにて熟成。
『至極』…その年に大信州酒造が造った純米大吟醸クラスの中で最優秀のものを選りすぐり中取り部分のみ瓶詰め。一年に僅かしか仕込むことができない希少な酒。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦orひとごこち(40%)無農薬有機農法・粒選り | 同じ | 自社培養酵母 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
|
+2.0 |
16.0% | 5~15℃ | やや甘口 | 冷暗所 | 1回火入(瓶貯蔵) |
¥11,000
商品価格 / 送料別途
- 在庫切れ

大信州 造理固成 純米大吟醸
DAISHINSHU JUNMAIDAIGINJOU “Construction Solidification”
吟醸造りの黎明期、先人達の知恵の輪。
大信州の吟醸造りを習得する、挑戦的な仕込み古い品種の酒米 (金紋錦) と伝統的な酵母 (9号系) を使い、吟醸造りが始まった初期型の難しい吟醸造りの原型を習得することを目的に仕込む。この古い型の酒造りの中には先人達の知恵が詰まっていて、まさに温故知新。大信州の酒造りの技を磨き高めるために毎年1本挑戦する仕込みが 「大信州 造理固成 (ツクリカタメナセ)」です。
香りは9号由来の穏やかかつ上品な吟醸香、口に含むと無濾過原酒ならではの強い旨味が大信州らしい芯を感じさせます。
| 酒蔵 | 産地 | 麹米 (精米歩合) | 掛け米 (精米歩合) | 酵母 |
|---|---|---|---|---|
| 大信州酒造 | 長野県・松本市 | 金紋錦(38%)木島平地区 | 麹米と同等 | 自社培養9号系 |
| 日本酒度 | アルコール度数 | 飲み頃温度帯 | タイプ | 保存 | 火入れ |
|---|---|---|---|---|---|
| -3.0 | 16.0%(原酒) | 5~15℃ | やや甘口~中口 | 冷暗所 | 2回火入(瓶貯蔵) |
¥5,500
商品価格 / 送料別途
- 在庫切れ